Сварка пластмасс нагретым клином
Сварка нагретым клином применяется преимущественно для получения нахлесточных соединений пленок из термопластов, а также стыковых соединений с накладкой. При этом способе свариваемые поверхности соединяемых пленок разогреваются до температуры вязкотекучего состояния с помощью клиновидного нагревательного инструмента, входящего в щель между двумя пленками, после чего пленки сжимаются по местам сварки с помощью валиков или роликов, которые одновременно перемещают свариваемые изделия и охлаждают сварной шов (рис.1).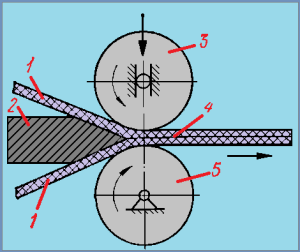
Рисунок 1. Схема сварки нагретым клином нахлесточных соединений пленок:
1-свариваемые пленки; 2— клиновидный нагревательный инструмент; 3— прижимной ролик; 4— сварной шов; 5— транспортирующий ролик.
Применение роликов позволяет не только создать требуемое давление сварки, но и в значительной степени уменьшить величину усадочных деформаций шва, что улучшает его внешний вид и повышает работоспособность. Сварка производится непрерывно, инструмент перемещается вручную или с помощью специальных установок для механического перемещения инструмента (свариваемого материала), позволяющих в широком диапазоне регулировать давление и скорость сварки. Наибольшее распространение получил способ сварки с механизированной подачей свариваемого материала и неподвижным нагревательным инструментом.
Толщина свариваемой пленки должна быть не менее 150 мкм. Более тонкие пленки не свариваются, так как при скольжении по нагревателю они размягчаются по всей толщине, теряют форму и прилипают к инструменту или прижимным роликам. Максимальная толщина свариваемых эластичных пленок практически не ограничивается, поскольку скорость нагрева соединяемых поверхностей не зависит от толщины материала.
Скорость сварки и прочность соединения в значительной мере определяются температурой, создаваемой на свариваемых поверхностях соединяемых деталей. Наличие на поверхности инструмента инородных частиц, в том числе продуктов деструкции термопласта, определяет необходимость повышения температуры нагревателя на 60 – 130 С сверх температуры, которая должна быть на свариваемых поверхностях. Применение инструментов, изготовленных из материалов, исключающих налипание на них оплавленного материала свариваемых поверхностей, дает возможность повысить скорость сварки.
Давление сварки на качество соединения большого влияния не оказывает.
Для сварки нагретым клином прямолинейных швов ВНИИСТом разработан специальный станок, состоящий из трех рольгангов и сварной консольной станины с прижимным механизмом и рабочими роликами, приводящимися во вращение электродвигателем через редуктор и коробку скоростей.
Основные параметры для сварки нагретым клином
| Мощность, кВт: | |
| электродвигателя | 3,2 |
| Электронагревательного инструмента | 1,2 |
| Длина нахлестки пленок, мм | 18 – 35 |
| Давление на рабочих роликах, Н | 100 — 250 |
| Скорость сварки, м/с | 0,15; 0,26; 0,58; 1,6 |
| Габаритные размеры, м | 3,2×3,19×1,62 |
| Масса, кг | 1565 |
В качестве нагревательного инструмента применяется медный клин шириной 50 мм, внутри которого находится электроспираль. Свариваемые пленки подаются из рулонов по двум рольгангам, наклоненным друг к другу под углом 20 градусов (один рольтанг расположен горизонтально), и сходятся с перекрытием под рабочими тянущими роликами. В этом месте располагается клиновидный нагреватель. Величина перекрытия пленок регулируется предварительной настройкой станка.
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год