Система допусков и посадок в машиностроении
Система посадок.
Посадку деталей, т. е. получение нужного зазора или натяга между сопрягаемыми поверхностями, можно осуществить двумя способами: по системе отверстия и по системе вала.
Система допусков в машиностроении построена для сопряжений цилиндрических поверхностей, у которых сопрягаемым размером является диаметр. При этом охватывающей поверхностью служит отверстие, а охватываемой — сопрягаемый с ним вал. В дальнейшем изложении эта система допусков употребляется применительно к сопрягаемым поверхностям, получаемым при фрезеровании, т. е. стержням и пазам, и под словом «отверстие» подразумевается паз, а под словом «вал» — стержень.
Система отверстия.
Чтобы осуществить нужную посадку, т. е. получить нужный зазор или натяг между валом и отверстием, можно назначить больший или меньший размер вала, оставляя размер отверстия неизменным. Если диаметр вала будет больше диаметра отверстия, получим натяг (неподвижную посадку); если диаметр вала будет меньше, получим зазор (свободную посадку).
Следовательно, оставляя для данного номинального диаметра предельные размеры отверстия одинаковыми при всех посадках одного и того же класса точности, осуществляем необходимую посадку за счет увеличения или уменьшения размеров вала, т. е. осуществляем зазор или натяг. Такая система постоянного размера отверстия и изменяющегося размера вала называется системой отверстия. На рис. 5а схематически показано, при каких посадках получаются зазоры, а при каких — натяги по системе отверстия.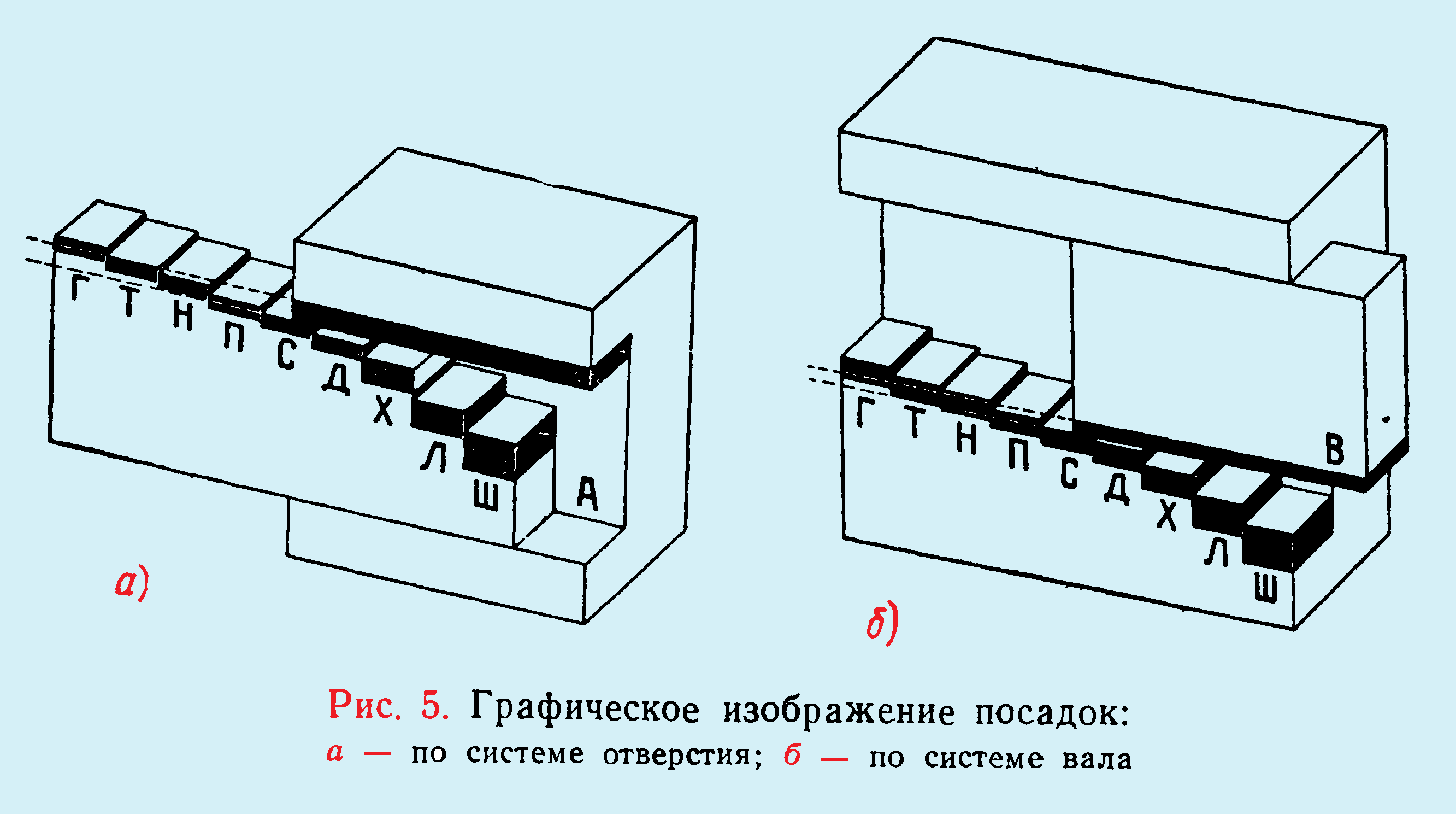
При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А1; А; А3; А4 и т. д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н2а; Х3; Ш4; Л5 и т. д.
Система вала.
Можно осуществить нужную посадку, т. е. получить нужный зазор или натяг между валом и отверстием, оставляя размер вала неизменным и назначая больший или меньший размер отверстия. Если диаметр отверстия назначим меньше диаметра вала, получим натяг (неподвижную посадку); если диаметр отверстия назначим большим, получим зазор (свободную посадку).
Следовательно, оставляя для данного номинального диаметра предельные размеры вала одинаковыми при всех посадках одного и того же класса точности, можно осуществить зазор или натяг, т. е. необходимую посадку за счет увеличения или уменьшения предельных размеров отверстия. Такая система постоянного размера вала и изменяющегося размера отверстия называется системой вала. На рис. 5, б схематически показано, при каких посадках получаются зазоры и натяги по системе вала.
При системе вала на чертежах возле номинального размера вала ставят букву В с цифрой, показывающей класс точности, например: В1; В; В2а; В3 и т. д., а возле размеров отверстия — букву, обозначающую посадку, с цифрой, указывающей на класс точности. Например: Н1; С2а; Х3; Л4 и т. д.
На большинстве отечественных машиностроительных заводов применяют систему отверстия. Это объясняется тем, что получение различных размеров отверстия в зависимости от посадки для одного и того же номинального диаметра сложнее, так как для каждой посадки нужен свой мерный режущий инструмент, и, следовательно, это обходится дороже, чем получение различных диаметров валов методом точения или шлифования без применения мерного инструмента.
Как уже указывалось, фрезеровщику редко приходится иметь дело с обработкой цилиндрических поверхностей (валов и отверстий). Чаще всего он занят обработкой пазов, канавок, выступов и т. п., при которой необходимо выдерживать размеры по длине, ширине, высоте, толщине и глубине. В этих случаях для чертежных обозначений размеров пазов, канавок, брусков, и т. п. пользуются теми же обозначениями, что и для валов и отверстий.
Система допусков.
Система допусков, принятая в СССР, обязательна для всех заводов и предприятий Советского Союза. Предельные отклонения в микронах (мк) для системы отверстия и системы вала всех классов точности и всех посадок приводятся в соответствующих таблицах, имеющихся в справочниках, в том числе и в «Справочнике молодого фрезеровщика», изданном Профтехиздатом в 1962 г
Обозначение допусков на чертежах.
Если фрезеровщик видит на чертеже номинальный размер и возле него букву и цифры, т. е. условные обозначения системы допусков, посадки и класса точности, он еще не знает, какие отклонения в размере детали допустимы. Рабочий должен посмотреть в таблицу допусков и найти в ней предельные отклонения от номинального размера для данной системы, класса точности и посадки. После этого, лишь определив предельные размеры детали, он может приступить к обработке детали.
Иногда вместо условного обозначения посадки и класса точности рядом с номинальным размером ставят числовое обозначение отклонения от номинального размера.
На рис. 6 показано, как проставляются условные и числовые обозначения на рабочих чертежах в том и другом случаях.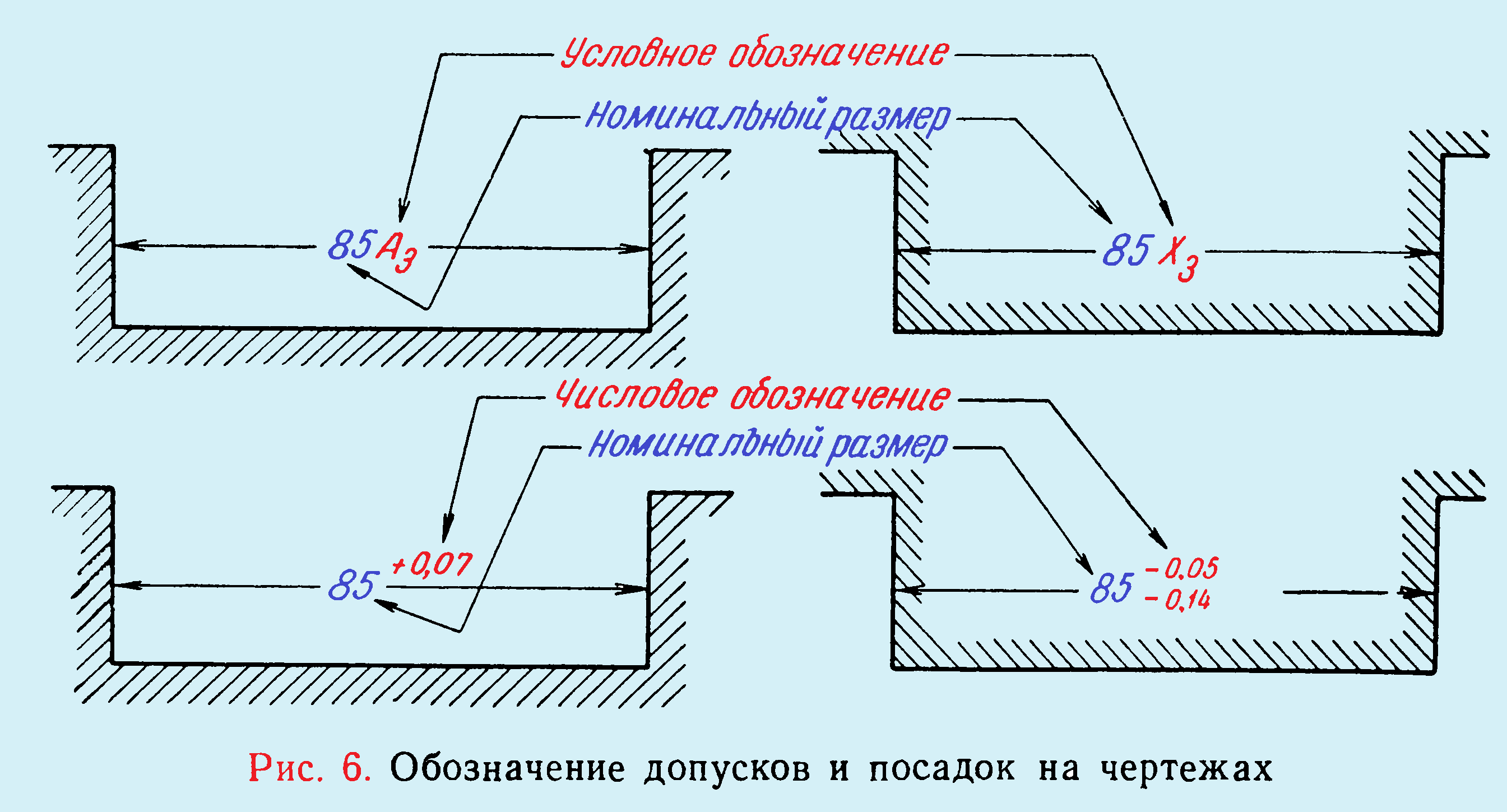
В чертежах проставляют отклонения только на сопрягаемые размеры. Размеры, на которых не показаны отклонения, являются свободными и выполняются с допусками по 5-му или 7-му классам.
Кроме допусков на линейные размеры, на чертежах в случае необходимости проставляют допускаемые отклонения от геометрической формы — допускаемые неплоскостность, непараллельность или неперпендикулярность сопряженных поверхностей. Величина этих допусков выражается обычно в сотых долях миллиметра на 100 или 300 мм длины. Так, допускаемая при фрезеровании данной детали неплоскостность обработанной поверхности в 0,02 мм на длине 100 мм обозначается на чертеже в необходимом месте 0,02: 100; точно так же допускаемая при фрезеровании другой детали непараллельность двух обработанных плоскостей в 0,03 мм на длине 300 мм обозначается на чертеже 0,03 :300.
Источник: Основы фрезерного дела, С. В. Аврутин, 1962г
Дата в источнике: 1962г