Сварка нагретым инструментом раструбная
Наибольшее применение раструбная сварка нагретым инструментом нашла для соединения труб из полиолефинов. Последовательность процессов раструбной сварки (рис 1.) аналогична стыковой , но при этом используется инструмент, состоящий из гильзы для оплавления наружной поверхности трубы и дорна для оплавления внутренней поверхности раструба.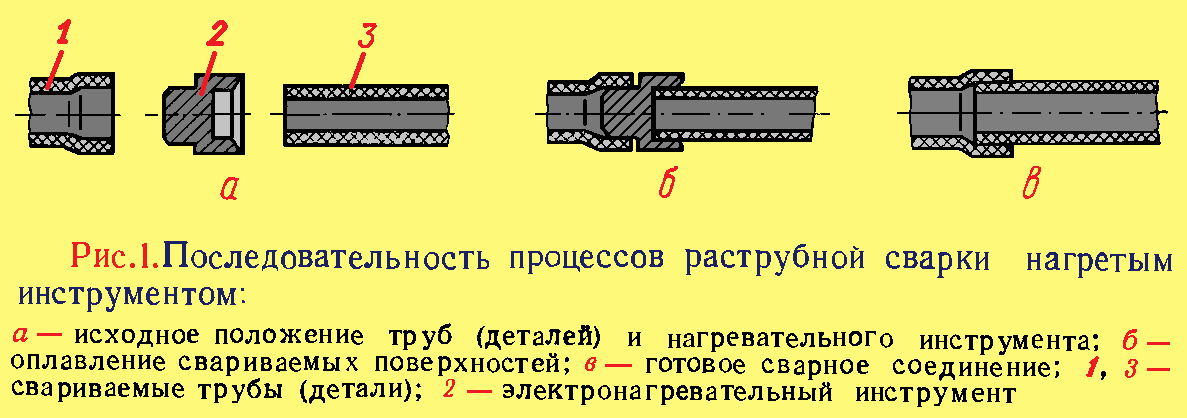
Размеры инструмента зависят от геометрических характеристик свариваемых труб. Внутренний диаметр гильзы должен равняться наружному диаметру трубы, наружный диаметр дорна на 0,2-0,5 мм должен быть меньше внутреннего диаметра гильзы, поэтому для соединения труб различных типоразмеров должен применяться свой инструмент. Раструбная сварка возможна с применением литых соединительных деталей, формованных раструбных муфт, а также с помощью раструба, отформованного на одной из соединяемых труб.
Основные технологические параметры сварки и их оптимальные значения приведены в таблице 1.
Оптимальные значения основных технологических параметров раструбной сварки нагретым инструментом при 20 С
| Материал труб | Температура инструмента, С | Продолжительность нагрева, с, при толщине стенки, мм | Продолжительность технологической паузы, с, не более | Продолжительность охлаждения стыка под осевой нагрузкой, с | ||
| 4-5 | До 8 | Свыше 8 | ||||
| ПВД | 250 – 280 | 1 — 2 | 12 -30 | 45 – 50 | 3 | 20 — 30 |
| ПНД | 230 – 250 | 1 — 2 | 12 — 25 | 40 – 45 | 3 | 20 — 30 |
| ПП | 250 — 280 | 1,5 — 2 | 15 — 30 | 45 -50 | 3 | 20 — 30 |
| Примечание: При изменении температуры окружающей среды технологические параметры корректируются путем проведения пробных сварок. | ||||||
 Раструбная сварка рекомендуется для соединения труб наружным диаметром до 160мм при любых значениях толщины стенки. По сравнению со стыковой сваркой нагретым инструментом, раструбная сварка не требует высокой квалификации сварщика, кроме того, значительно большая площадь сварки позволяет увеличить прочность соединения.
Раструбная сварка рекомендуется для соединения труб наружным диаметром до 160мм при любых значениях толщины стенки. По сравнению со стыковой сваркой нагретым инструментом, раструбная сварка не требует высокой квалификации сварщика, кроме того, значительно большая площадь сварки позволяет увеличить прочность соединения.
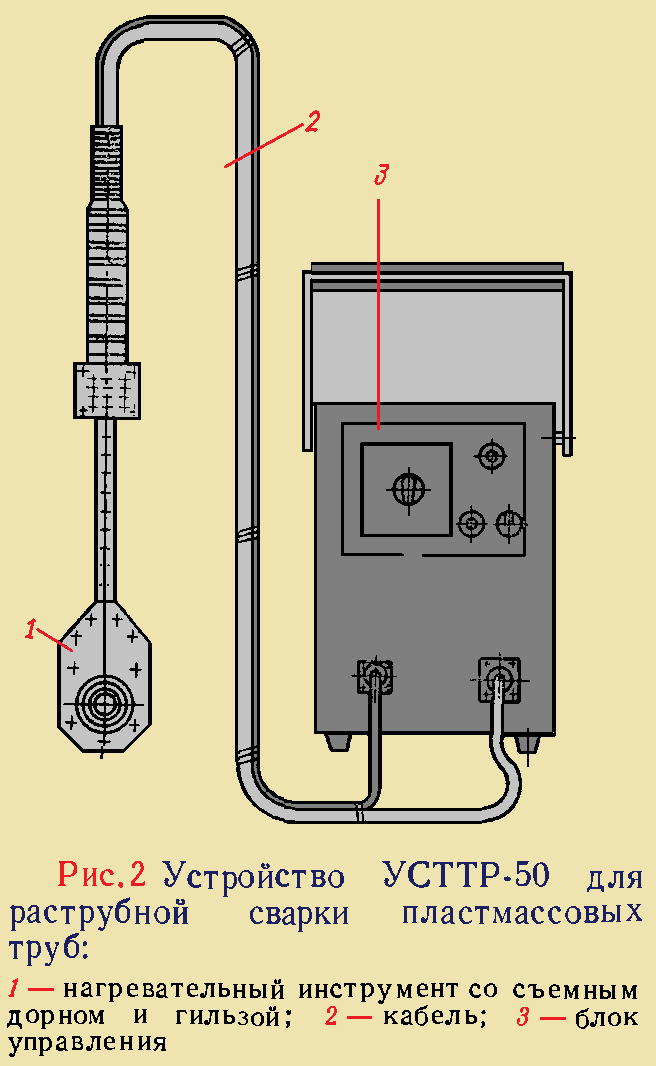
Для раструбной сварки труб из термопластов разработаны устройства УЭСЩ-1, ЭСО-2, и УСТТР-50 (рис.2)
Технические характеристики устройства для раструбной сварки нагретым инструментом
| Тип устройства | Наружный диаметр свариваемых труб, мм | Напряжение питания нагревательного инструмента, В | Мощность, кВт | Максимальная температура нагрева | Масса, | |
| Нагревательного инструмента | Блока управления | |||||
| УЭСО-1 | 20 – 75 | 36 | 0,7 | 370 | 3,2 | 14 |
| ЭСО-2 | 110 | 36 | 0,8 | 370 | 4,1 | 14 |
| УСТТР-50 | 16 — 50 | 42 | 1 | 350 | 4 | 24 |
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год