Сварка пластмасс с одновременным формованием изделий
Для получения профильных изделий из листовых термопластов применяется сварка с одновременным формованием: сварка с перегибом или сварка в паз.
Рис.1. Схема сварки с перегибом: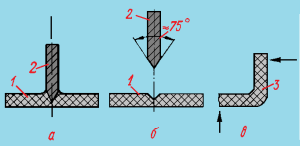
а – вдавливание нагретого инструмента в листовую заготовку; б – удаление инструмента; в – перегиб листа по продольной оси паза; 1 — лист термопласта; 2 – нагретый инструмент; 3 – нагретый шов.
Сварку с перегибом (рис. 1) производят с помощью инструмента, рабочая кромка которого скошена под углом, приблизительно равным 75 градусов. V-образный паз в листе по месту будущего перегиба создают вдавливанием рабочего инструмента и размягчением материала на глубину от 2/3 до ¾ толщины, при этом для предотвращения образования трещин во время перегиба листа целесообразно подогревать одновременно его тыльную сторону.
Сваркой в паз выполняют тавровые соединения (рис.2). Для получения сварного шва 5 торец листа 1 нагревается на плоском инструменте 2, а паз в листе 4 создается вдавливанием торца нагретого инструмента 3, затем, после нагрева заготовок до требуемой температуры, заготовку, разогретую с торца, впресовывают в паз другой заготовки, и выдерживают под давлением до охлаждения сварного шва.
Рис. 2 Схема сварки в паз: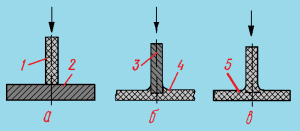
а– нагрев торца; б – формование паза; в – запрессовка листа в паз
Автор: