Намотка цилиндрических изделий и криволинейных стержней из армированного ПЭТФ
Намотка — одна из перспективных технологий формовки высокопрочных изделий из армированных термопластов с ориентированной структурой. Методом намотки можно получать сосуды давления и трубы для химической, нефтегазовой и других отраслей промышленности. Кроме того, окружной или спиральной намоткой можно упрочнять уже существующие изделия, например корпуса огнетушителей, сосуды давления и т. п.
Разработаны основы, проанализированы закономерности и оценены параметры одностадийного процесса намотки цилиндрических и криволинейных изделий из вторичного полиэтилентерефталата. Получены экспериментальные образцы цилиндрических и овальных изделий. Разработана методика оценки параметров процесса намотки по критериям пропитки и конисолидаци. Разработанная методика может быть использована для определения оптимальных режимов намотки цилиндрических и криволинейных изделий армированной лентой на основе термопластичных связующих.
The fundamentals are analyzed patterns and estimate the parameters one-step process of winding cylindrical and curved products from recycled PET. Experimental samples of cylindrical and oval products. The method for estimation of parameters of the winding process by criteria impregnation and consolidation. The method developed can be used to determine the optimal mode of winding cylindrical and curved reinforced tape products based thermoplastics.
Введение.
Намотка — одна из перспективных технологий формовки высокопрочных изделий из армированных термопластов с ориентированной структурой. Методом намотки можно получать сосуды давления и трубы для химической, нефтегазовой и других отраслей промышленности. Кроме того, окружной или спиральной намоткой можно упрочнять уже существующие изделия, например корпуса огнетушителей, сосуды давления и т. п.
Известны двухстадийные и одностадийные варианты намотки [1]. По двухстадийному варианту термопластичный матричный полимер сначала совмещают с волокнистым наполнителем по порошковой, волоконной или расплавной технологии, получают однонаправленную ленту, которую затем наматывают на оправку, нагревая до температуры плавления матричного полимера и соединяя с ранее нанесенными слоями. Нагрев и консолидацию лент осуществляют непосредственно в ходе укладки.
По одностадийной технологии на оправку наматывают ленту, получаемую в результате совмещения волокнистого наполнителя и полимерного расплава на той же технологической установке («on-line» – «в линии»), непосредственно перед намоткой, при этом дополнительный нагрев для консолидации материала не требуется. За счет этого:
- уменьшается деструктирующее тепловое воздействие на полимер,
- снижаются энергозатраты и стоимость технологического оснащения,
- повышается производительность процесса и снижается себестоимость изделий.
Очевидно, что с точки зрения энергоемкости и снижения себестоимости более выгодным является одностадийный вариант. Однако при одностадийной намотке необходимо совмещение трех процессов – пропитки, формообразования и консолидации – по основным технологическим параметрам, в первую очередь температурным и силоскоростным. В то же время требования к вязким свойства матричного полимера и препрега на различных этапах процесса противоречивы.
Цель работы – оценить параметры процесса одностадийной намотки цилиндрических изделий и криволинейных стержней из армированного полиэтилентерефталата.
Основная часть.
Исследовали процесс одностадийной намотки ленты на основе вторичного полиэтилентерефталата (ПЭТФ) и стеклоровинга ЕС 13-2400 (массовое содержание (45 ± 5)%) на полиэтиленовую трубу диаметром 90 мм и длиной 200 мм, используемую в качестве оправки. Экспериментальная технологическая линия, на которой исследовали процесс намотки цилиндрических изделий и криволинейных стержней, представлена на рис. 1. Линия смонтирована на базе пултрузионной установки в лаборатории технологии композиционных материалов кафедры механики материалов и конструкций. В ее состав входят шпулярник, экструдер ЧП 32×25, пропиточная головка, устройство намоточное. Между пропиточной головкой и устройством намоточным могут устанавливаться теплоизолирующий кожух и (или) ИК-нагреватель для обеспечения необходимого распределения температуры по длине ленты. Намоточное устройство позволяет наматывать ленту на вращающуюся и одновременно перемещающуюся поступательно оправку.
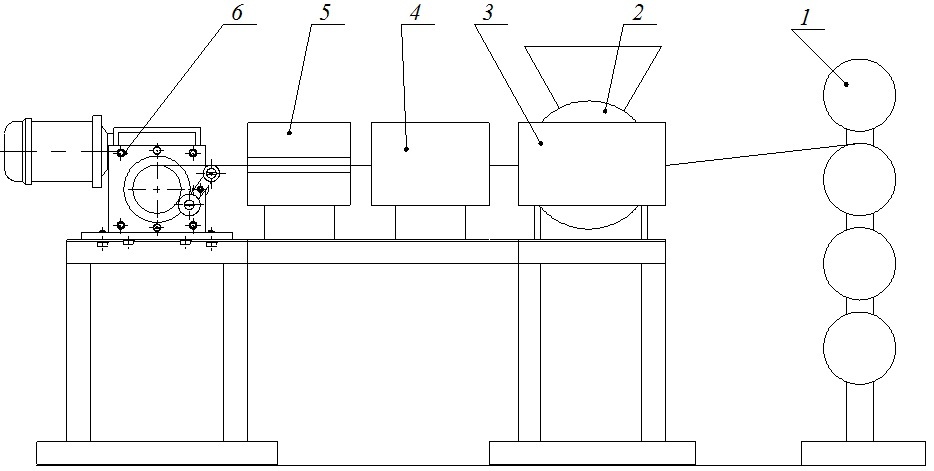 Рис. 1. Схема технологической линии для намотки цилиндрических и криволинейных изделий: 1 – шпулярник; 2 – экструдер; 3 – пропиточная головка; 4 – теплоизолирующий кожух; 5 – ИК-нагреватель; 6 – устройство намоточное.
Рис. 1. Схема технологической линии для намотки цилиндрических и криволинейных изделий: 1 – шпулярник; 2 – экструдер; 3 – пропиточная головка; 4 – теплоизолирующий кожух; 5 – ИК-нагреватель; 6 – устройство намоточное.
Условия полной пропитки в пропиточной головке, образования достаточной для пропитки полимерной прослойки и консолидации отдельных слоев ленты на оправке задаются соответствующими зависимостями между усилием F и скоростью протягивания (окружной скоростью намотки) v:
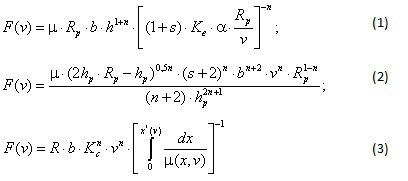 где μ – коэффициент консистенции; Rp – радиус цилиндрических элементов, на которых происходит пропитка; b – ширина, на которую раскладывается стеклоровинг; h – толщина пропитываемого слоя; n – показатель степени в законе течения расплава; s = 1 / n; Ke – эффективный коэффициент проницаемости волокнистого слоя; α – угол обхвата; hp – толщина полимерной прослойки; R – радиус оправки; Kс – безразмерный критерий консолидации; x* – длина участка контакта слоев ленты, на котором температура выше температуры плавления матричного полимера.
где μ – коэффициент консистенции; Rp – радиус цилиндрических элементов, на которых происходит пропитка; b – ширина, на которую раскладывается стеклоровинг; h – толщина пропитываемого слоя; n – показатель степени в законе течения расплава; s = 1 / n; Ke – эффективный коэффициент проницаемости волокнистого слоя; α – угол обхвата; hp – толщина полимерной прослойки; R – радиус оправки; Kс – безразмерный критерий консолидации; x* – длина участка контакта слоев ленты, на котором температура выше температуры плавления матричного полимера.
Параметры степенного закона течения, μ и n определяли по капиллярному методу. Температурную зависимость коэффициента консистенции задавали в виде закона Аррениуса:
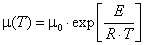 где μ0 – параметр закона; Е – энергия активации процесса вязкого течения; R – универсальная газовая постоянная; T – термодинамическая температура.
где μ0 – параметр закона; Е – энергия активации процесса вязкого течения; R – универсальная газовая постоянная; T – термодинамическая температура.
Используя зависимость (4) и параметры μ0 = 2,9 × 10–4 Па · сn, Е = 63,9 кДж/(моль · К), определяли коэффициент консистенции, входящий в уравнения (1–3).
Безразмерный критерий консолидации определяли по перколяционной модели [2], задавая степень консолидации не менее 0,95 (Kс = 4·104).
Температуру по зонам экструдера (260–290°С), пропиточной головки (290°С) задавали ниже температуры термоокислительной деструкции матричного полимера. Расстояние между пропиточной головкой и точкой контакта ленты с поверхностью оправки задавали минимально возможным для конструкции намоточного устройства (0,2 м).
По показателям технологических свойств материала, входящих в уравнения (1)–(3), рассчитывали «окно процесса» – систему линий в координатах F – v, которые ограничивают область параметров, удовлетворяющих требованиям, предъявляемым к отдельным его стадиям (рис. 2). Внутри «окна» обеспечивается удовлетворительное качество изделий по всем трем рассмотренным выше критериям.
Из рис. 2 видно, что для процесса намотки можно получить достаточно высокую производительность. До скоростей намотки около 80 мм/c основным критерием, ограничивающим параметры процесса намотки, является критерий консолидации, а при скоростях более 80 мм/c – критерий пропитки волокнистого слоя.
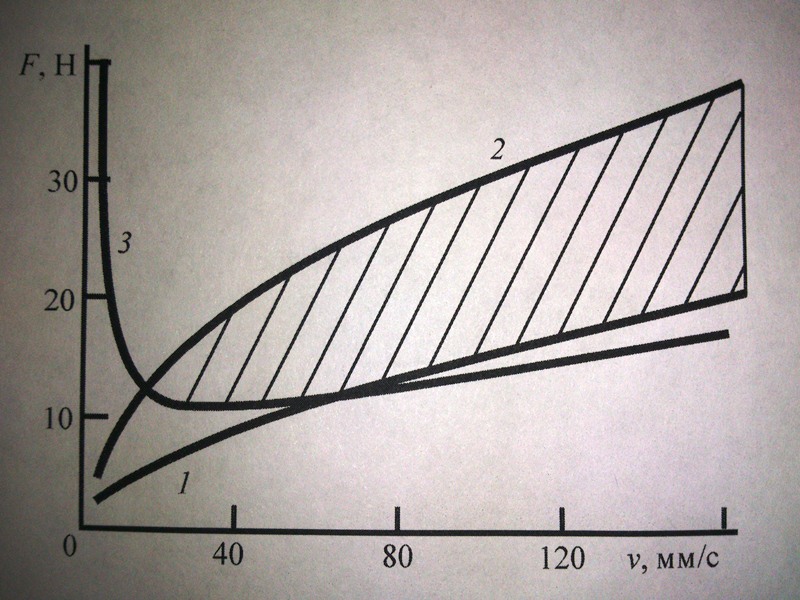 Рис. 2. Границы параметров намотки окружного слоя на термопластичную цилиндрическую заготовку по критериям: 1 – пропитки; 2 – образования достаточной прослойки полимера; 3 – консолидации.
Рис. 2. Границы параметров намотки окружного слоя на термопластичную цилиндрическую заготовку по критериям: 1 – пропитки; 2 – образования достаточной прослойки полимера; 3 – консолидации.
При скорости намотки 56 мм/с и усилии натяжения около 20 Н, которые лежат в области «окна процесса» (см. рис. 2), получено удовлетворительное качество изделия по критериям пропитки и консолидации. Шаг намотки задавали равным (10 ± 1) мм.
 Полученное изделие показано на рис. 3. Наружную поверхность дополнительно прикатывали рифленым роликом. Усилие прижатия (10 ± 2) Н. Свободная (наружная) поверхность имеет неровности, соизмеримые с характерными размерами (толщиной слоя) наполнителя.
Полученное изделие показано на рис. 3. Наружную поверхность дополнительно прикатывали рифленым роликом. Усилие прижатия (10 ± 2) Н. Свободная (наружная) поверхность имеет неровности, соизмеримые с характерными размерами (толщиной слоя) наполнителя.
Из изделия вырезали кольцевые образцы шириной (20 ± 2) мм и испытывали на растяжение. Из характера разрушения образца следует, что между заготовкой и лентой существует достаточно прочная связь, так как произошло разрушение армирующего слоя, а не его размотка. Разрушающее напряжение в ленте составило 180 МПа, что соответствует прочности ленты при данной степени армирования.
 По данной технологии получали также криволинейные стержни в виде хомутов. Здесь тоже намотку осуществляли непосредственно после пропитки непрерывного армирующего наполнителя. При этом использовали намоточное устройство, которое позволяет производить намотку с постоянной скоростью протяжки ленты из пропиточной головки и постоянным натяжением за счет планетарной передачи. Параметры процесса и схема практически идентичны намотке цилиндрического изделия. Т. е. «окно процесса» на рис. 2 справедливо и для намотки овального изделия. По режимам, аналогичным для цилиндрических изделий, наматывали овальные изделия в виде хомутов шириной 20 мм, длиной 200 мм. Общий вид полученного изделия показан на рис. 4.
По данной технологии получали также криволинейные стержни в виде хомутов. Здесь тоже намотку осуществляли непосредственно после пропитки непрерывного армирующего наполнителя. При этом использовали намоточное устройство, которое позволяет производить намотку с постоянной скоростью протяжки ленты из пропиточной головки и постоянным натяжением за счет планетарной передачи. Параметры процесса и схема практически идентичны намотке цилиндрического изделия. Т. е. «окно процесса» на рис. 2 справедливо и для намотки овального изделия. По режимам, аналогичным для цилиндрических изделий, наматывали овальные изделия в виде хомутов шириной 20 мм, длиной 200 мм. Общий вид полученного изделия показан на рис. 4.
Полученные овальные изделия испытывали на растяжение. В результате испытаний на растяжение разматывания слоев не наблюдали, что показывает хорошую консолидацию слоев между собой. Разрушение происходило в гребне. Максимальные растягивающие напряжения в рабочей части в момент разрушения – до 230 МПа, а наибольшие напряжения в гребне – до 320 МПа.
Заключение.
Разработаны основы, проанализированы закономерности и оценены параметры одностадийного процесса намотки цилиндрических и криволинейных изделий из вторичного полиэтилентерефталата. Разработана методика оценки параметров процесса намотки по критериям пропитки и консолидации. Разработанная методика может быть использована для определения оптимальных режимов намотки цилиндрических и криволинейных изделий армированной лентой на основе термопластичных связующих.
Автор: О.И. Карпович, кандидат технических наук,доцент (БГТУ); А.Л. Наркевич, кандидат технических наук,старший преподаватель (БГТУ); Е.А. Купраш,инженер (БГТУ).