Блочный полистирол (полимеризация стирола в массе)
Блочный полистирол получают полимеризацией стирола в массе. Полимеризация стирола в массе (блоке) в настоящее время получила большое распространение. Она может проводиться в присутствии и в отсутствие инициатора.
Инициаторами полимеризации по радикальному механизму обычно являются пероксид бензоила, динитрил азобисизомасляной кислоты и др. Продукты распада инициаторов входят в состав макромолекул полистирола, вследствие чего этим способом не удается получить полистирол с высокими диэлектрическими показателями.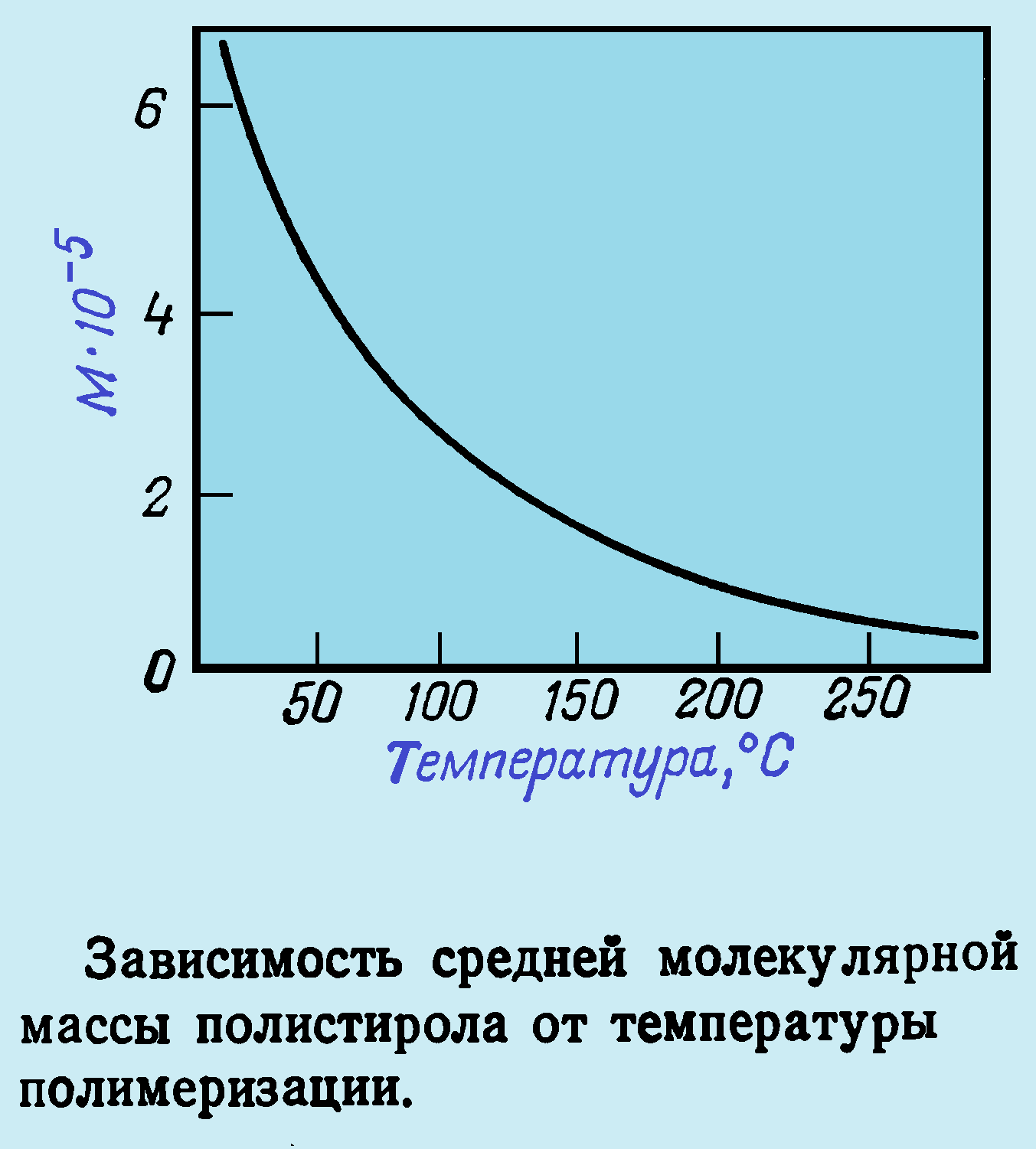
В промышленности для получения полистирола высокой степени чистоты полимеризацию мономера осуществляют без инициатора (термическая полимеризация).
Кинетика радикальной полимеризации стирола до глубоких конверсии изучена значительно более полно, чем кинетика полимеризации других мономеров. Это позволяет весьма точно рассчитать температурный режим полимеризации для получения полистирола с заданными свойствами.
Термическая полимеризация стирола до полной конверсии мономера непрерывным способом в аппаратах колонного типа без перемешивания (принцип «идеального» вытеснения) в настоящее время не используется, поскольку этот процесс имеет ряд серьезных недостатков. Основными недостатками технологического процесса полимеризации стирола в массе с полной конверсией мономера являются его большая длительность, необходимость проведения процесса при высоких температурах (200—230 °С) на конечных стадиях для достижения высокой конверсии (99%), а также получение полимера с невысокой молекулярной массой (рисунок 1) и широким молекулярно-массовым распределением. Кроме того, с глубиной конверсии сильно возрастает вязкость реакционной массы, достигая к концу процесса 1·103 – 1·104 Па·с. Проведение термической полимеризации стирола до неполной конверсии мономера (80—95%) в каскаде аппаратов с перемешиванием (принцип «идеального» смешения) и удалением остаточного мономера позволяет осуществлять реакцию при более низких температурах (140— 160 °С) и получать полистирол с более узким молекулярно-массовым распределением. При этом обеспечивается значительная интенсификация процесса и получение полистирола более высокого качества.
Промышленные процессы полимеризации стирола до неполной конверсии мономера были разработаны с помощью методов математического моделирования.
Первым этапом моделирования процесса является математическое описание (модель) реакции термической полимеризации стирола. Для расчета промышленных процессов может быть использована не полная кинетическая модель, а зависимость брутто-скорости реакции от конверсии.
Для полистирола в интервале рабочих температур 110-150 °С молекулярная масса полимера зависит только от температуры и не зависит от степени конверсии мономера:
Второй этап моделирования процесса заключается в математическом описании реакторов для проведения процессов полимеризации. Он содержит описание свойств реакционной среды и условий теплообмена в реакторе.
К свойствам реакционной среды относятся:
- вязкость,
- теплопроводность,
- теплоемкость,
- давление паров над раствором полимера.
Особенностью полимеризации стирола является высокая вязкость реакционной среды, которая колеблется в реакторах от 1 до 1·103 Па·с.
Для обеспечения заданного теплообмена в реакторах используют мешалки определенного типа и рассчитывают затраты мощности на перемешивание. При конверсии до 40% и вязкости реакционной среды до 10 Па·с применяют листовые мешалки (в первом реакторе), при более высоких вязкостях становятся выгодными спиральные (ленточные) мешалки.
Одним из основных вопросов при полимеризации в изотермическом реакторе является отвод тепла. Высокую интенсивность процесса полимеризации стирола можно обеспечить при теплосъеме путем испарения и возврата мономера на полимеризацию. Кроме того, частичный съем тепла осуществляется через рубашку аппарата. Необходимую разность температур между реакционной массой и хладагентом в рубашке реактора определяют из уравнения теплового баланса
QЭ+ QN— QBX-QX = 0
где Qэ — тепло экзотермической реакции; Qn — тепло, выделяющееся при работе мешалки; QBX — тепло, расходуемое на нагрев входного потока реакционной среды; Qx — теплоотвод через стенку реактора.
Для обеспечения устойчивого режима в реакторе должно соблюдаться условие: изменение теплосъема в зависимости от температуры должно происходить быстрее, чем изменение тепловыделения.
После определения условий устойчивой работы реакторов решают вопрос о возможности управления ими и о выборе соответствующих средств автоматического регулирования.
В настоящее время блочная полимеризация стирола до неполной конверсии мономера в полимер проводится в каскаде реакторов с перемешиванием по двум вариантам:
- в отсутствие растворителей;
- с использованием растворителей.
Производство блочного полистирола общего назначения осуществляется в присутствии этилбензола (15—20%), наличие которого в процессе облегчает отвод тепла, работу оборудования, особенно насосов, из-за снижения вязкости реакционной массы, а также управление процессом в целом.
Ниже приведены описания технологических процессов получения блочного полистирола общего назначения.
Производство блочного полистирола общего назначения до неполной конверсии мономера в каскаде реакторов с перемешиванием
Наибольшее распространение получила технологическая схема производства блочного полистирола общего назначения в каскаде из двух реакторов с перемешиванием. Процесс включает стадии:
- подготовки исходного стирола,
- полимеризации стирола в реакторах 1-й и 2-й ступеней,
- удаления и ректификации непрореагировавшего мономера,
- окрашивания расплава полистирола,
- грануляции полистирола,
- расфасовки и упаковки гранул полистирола.
Схема получения блочного полистирола в каскаде реакторов с перемешиванием показана на рисунке 1.
Из емкости 1 стирол непрерывно подается дозировочным насосом в реактор 1-й ступени, который представляет собой вертикальный цилиндрический аппарат с коническим днищем емкостью 16 м3. Реактор снабжен листовой мешалкой с частотой вращения 30—90 об/мин. Полимеризация в реакторе 1-й ступени 2 протекает при температуре 110—130 °С до конверсии 32—45% в зависимости от марки получаемого продукта. Съем избыточного тепла реакции происходит за счет испарения части стирола из реакционной массы.
Реактор 2-й ступени 3 по конструкции и габаритам аналогичен реактору 1-й ступени, но снабжен ленточной мешалкой с частотой вращения 2— 8 об/мин. При этом обеспечивается эффективное перемешивание высоковязких реакционных сред. Полимеризация в реакторе 2-й ступени протекает до 75— 88%-ной степени конверсии при температуре 135—160 °С в зависимости от марки получаемого полимера.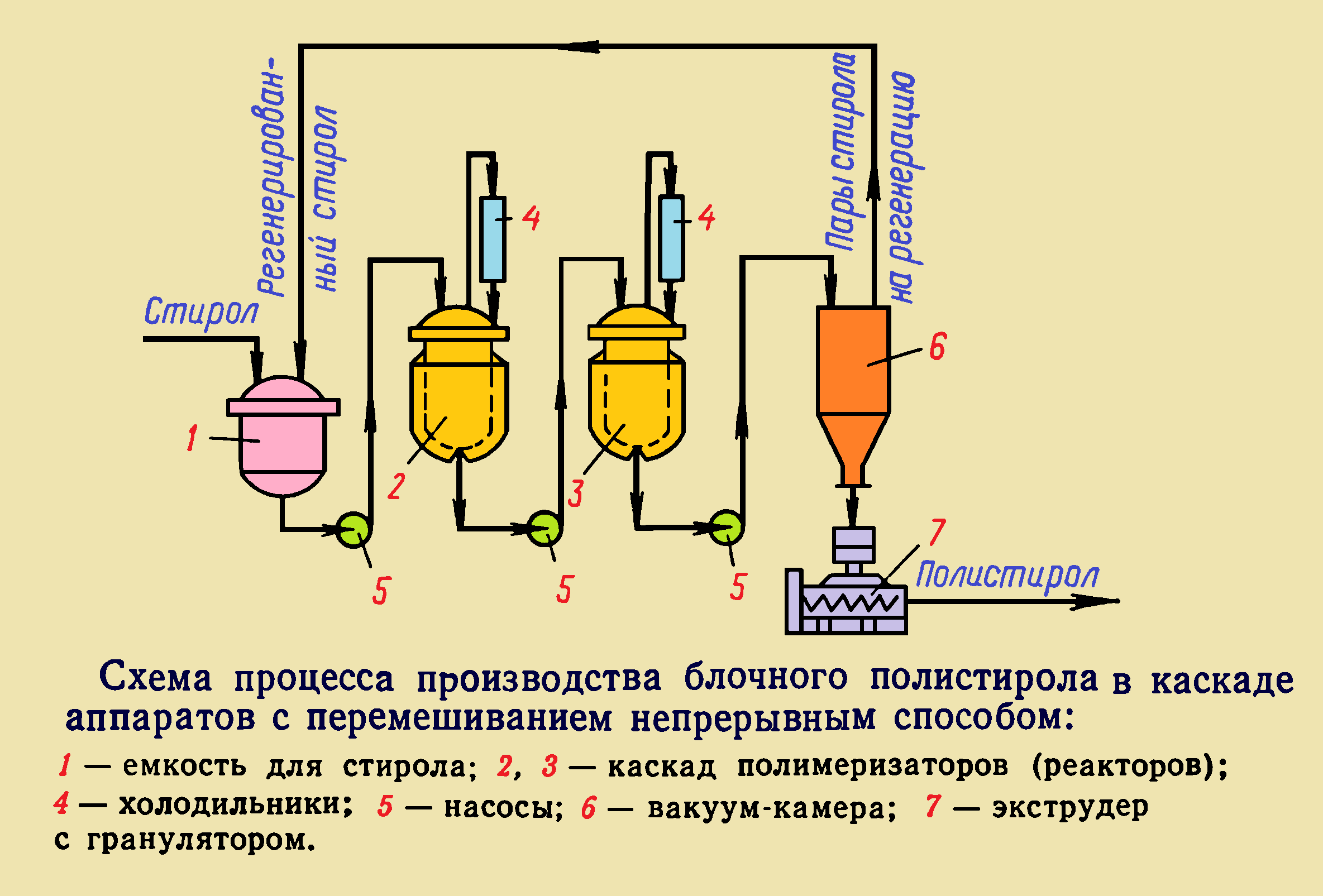
Раствор полистирола в стироле из реактора 2-й ступени выгрузным насосом 5 подается в вакуум-камеру 6 через трубу, которая обогревается паром давлением не менее 2,25 МПа. При этом происходит дополимеризация стирола до 90%-ной степени конверсии.
Расплав полистирола поступает в вакуум-камеру 6 с температурой 180— 200 °С. В трубчатке перегревателя вакуум-камеры расплав полистирола нагревается до 240 °С и поступает в полую камеру объемом 10 м3 с остаточным давлением 2,0—2,6 кН/м2. При этом происходит испарение стирола из расплава и содержание остаточного мономера снижается до 0,1—0,3%. Пары стирола поступают на регенерацию и затем вновь возвращаются в емкость 1.
Расплав полистирола из вакуум-камеры 6 поступает в экструдер 7 и на грануляцию.
При получении полистирола общего назначения в присутствии этилбензола, последний находится в замкнутом цикле в смеси со стиролом. Объем избыточного тепла реакции в аппаратах осуществляется испарением под вакуумом части стирола и этилбензола. Испаряемая смесь конденсируется и возвращается в зону реакции. Для поддержания нормальной работы мешалок в полимеризаторах непрерывно контролируется вязкость реакционной массы. Заданная вязкость поддерживается автоматически изменением подачи смеси стирола и этилбензола.
Оба полимеризатора работают под вакуумом, температура процесса колеблется на уровне 115—135 °С и 140—160 °С соответственно. Содержание полимера в реакторе 1-й ступени достигает 30—40%, в реакторе 2-й ступени— 65—70%. Раствор содержит 15—20% этилбензола. Из реактора 2-й ступени раствор полимера поступает в испаритель, в котором поддерживается вакуум (остаточное давление около 2,6 кПа). Пары стирола и этилбензола удаляются, а расплав полимера собирается в нижней части испарителя, откуда с температурой 200—230 °С направляется на окрашивание и грануляцию.
Пары стирола и этилбензола из испарителя поступают в скруббер для очистки, затем конденсируются и возвращаются в исходную емкость стирола и этилбензола.
Таким образом, технологическая схема получения блочного полистирола общего назначения с использованием этилбензола в процессе отличается от технологической схемы, показанной на рисунке 1, только наличием скруббера и конденсатора паров стирола и этилбензола.
Сравнительная оценка способов блочной полимеризации стирола с полной и неполной конверсией мономера
Способ блочной полимеризации стирола с неполной конверсией мономера имеет ряд преимуществ перед способом блочной полимеризации с полной конверсией стирола:
1) производительность агрегата для полимеризации повышается более чем в 2 раза за счет сокращения продолжительности полимеризации, что обуславливает уменьшение капиталовложений и энергозатрат;
2) аппаратурное оформление позволяет регулировать технологические параметры процесса и получать продукты различного качества в зависимости от требований потребителя;
3) полистирол, выходящий из вакуум-камеры, содержит меньше остаточного мономера (до 0,2%), чем продукт, выходящий из колонны с полной конверсией мономера (0,5%).
Однако при осуществлении процесса с неполной конверсией мономера неизбежны отходы — отгонные конденсаты стирола. При реализации крупных производств возникает необходимость использования отгонных конденсатов. При общей мощности производства 100—120 тыс. т/год полистирола получается около 10—12 тыс. т/год отгонных конденсатов.
Утилизация отгонных конденсатов осуществляется по двум направлениям:
1) очисткой отгонных конденсатов с получением стирола стандартной чистоты (ректификация);
2) полимеризацией отгонных конденсатов с получением полистирола несколько худшего качества, но который можно использовать для производства менее ответственных изделий. В промышленности развиваются оба направления.
Зубакова Л. Б. Твелика А. С, Даванков А. Б. Синтетические ионообменные материалы. М., Химия, 1978. 183 с.
Салдадзе К М., Валова-Копылова В. Д. Комплексообразующие иониты (комплекситы). М., Химия, 1980. 256 с.
Казанцев Е. Я., Пахолков В. С, Кокошко 3. /О., Чупахин О. Я. Ионообменные материалы, их синтез и свойства. Свердловск. Изд. Уральского политехнического института, 1969. 149 с.
Самсонов Г. В., Тростянская Е. Б., Елькин Г. Э. Ионный обмен. Сорбция органических веществ. Л., Наука, 1969. 335 с.
Тулупов П. Е. Стойкость ионообменных материалов. М., Химия, 1984. 240 с. Полянский Я. Г. Катализ ионитами. М., Химия, 1973. 213 с.
Кассиди Г. Дж.у Кун К А. Окислительно-восстановительные полимеры. М., Химия, 1967. 214 с. Херниг Р. Хелатообразующие ионообменники. М., Мир, 1971. 279 с.
Тремийон Б. Разделение на ионообменных смолах. М., Мир, 1967. 431 с.
Ласкорин Б. Я., Смирнова Я. М., Гантман М. Я. Ионообменные мембраны и их применение. М., Госатомиздат, 1961. 162 с.
Егоров Е. В., Новиков П. Д. Действие ионизирующих излучений на ионообменные материалы. М., Атомиздат, 1965. 398 с.
Егоров Е. В., Макарова С. Б. Ионный обмен в радиохимии. М., Атомиздат,
Автор: В.В. Коршак, академик
Источник: В.В. Коршак, Технология пластических масс,1985 год
Дата в источнике: 1985 год